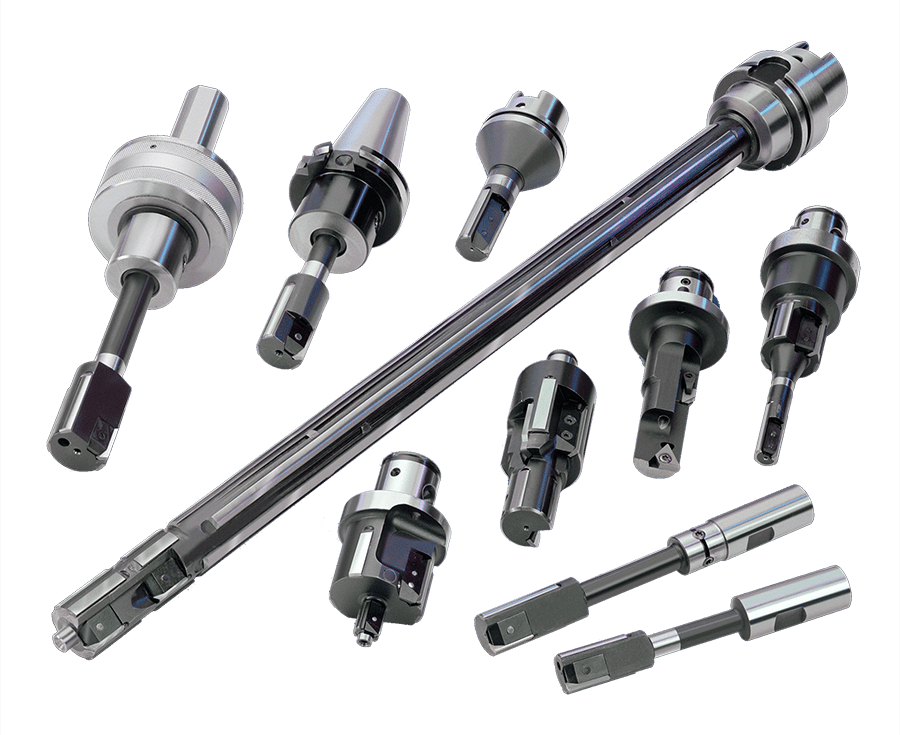
Shefcut ® Reaming
Shefcut hassas raybalar ve delik işleme takımları, hassas yüzey kaplamalarıyla doğru boyutta, son derece düz ve yuvarlak delikler üretmek için tasarlanmıştır. Çok sayıda kılavuz ped, olağanüstü stabilite ve hizalama için tek, değiştirilebilir bir kesme bıçağını sağlam bir şekilde destekler. Boyut kontrolü, yüzey kalitesi ve delik geometrisi, geleneksel raybalar ve delik işleme takımlarından elde edilen sonuçlara kıyasla üstündür.
Her takım belirli bir kesme çapı için tasarlanmıştır. Standart ve özel takım tasarımları sunulmaktadır. Cogsdill'den de temin edilebilir: Shefcut araçlarının performansını tamamlamak ve geliştirmek için tasarlanmış takım tutucular ve hızlı ve doğru takım ayarları için Shefcut ayar fikstürleri.
Shefcut Tasarım Konsepti
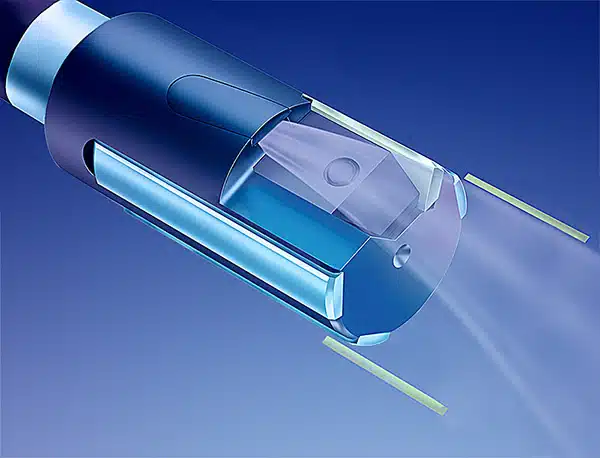
Geleneksel çok yivli raybalar, kesici kenarları tarafından yönlendirilir. Shefcut tasarımı, maksimum avantaj için aletin kesme, kılavuzlama ve destekleme işlevlerini ayırır..
Kesme bıçağı alet gövdesinden bağımsız olduğu için, sınırlı bir aralıkta mikro ayarlanabilir ve aletin tutarlı bir doğrulukla üreteceği bir kesme çapına önceden ayarlanabilir. Aşınmış kesme bıçakları hızlı ve kolay bir şekilde değiştirilebilir.
Kesme bıçağından bağımsız olan pedler, aletin yönlendirme ve destekleme işlevlerini optimize eder. Takım çalışırken, kesme kuvvetleri, bıçak kenarı için rijit bir destek sağlayarak, mükemmel bir dengede ped tepki kuvvetleri ile karşı karşıyadır. Pedler, uygulamaya uyacak şekilde özelleştirilebilir; örneğin, kesintiye uğramış kesimler, pilotlu operasyonlar vb. için

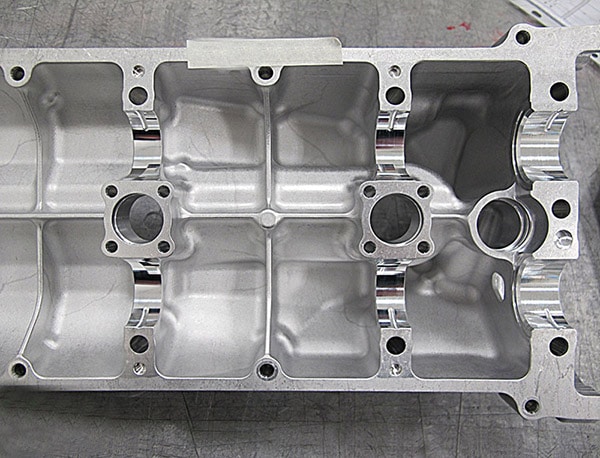
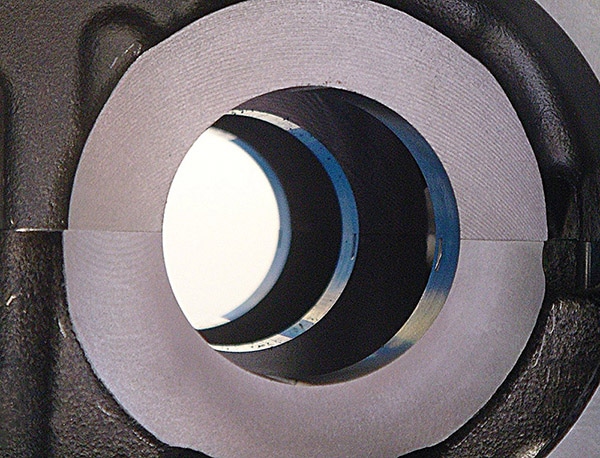
Şekil 1: Çok yivli oyucu tarafından oluşturulan tipik loblu delik geometrisi.
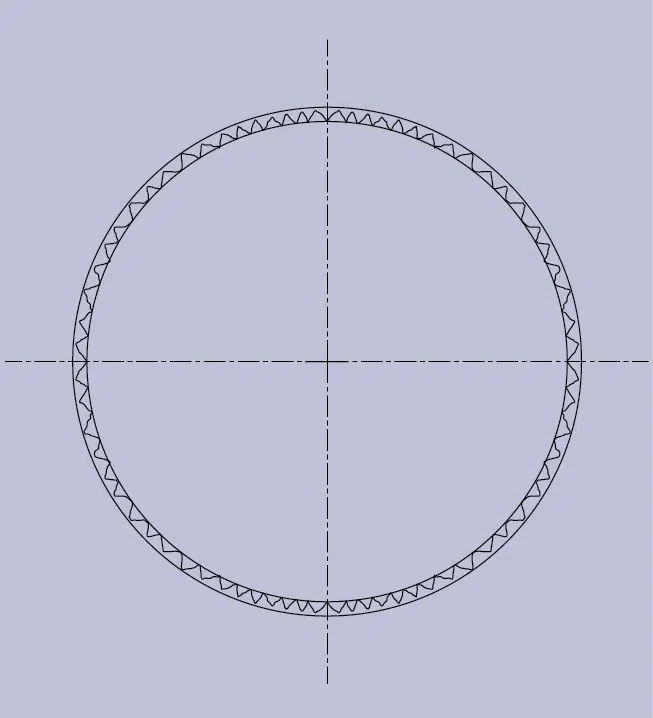
Şekil 2: Shefcut aracı tarafından oluşturulan tipik delik geometrisi; lob yok, sadece yüzey düzensizlikleri.
İnce yüzey kaplamaları
Shefcut, geleneksel kesme takımlarına göre daha düşük yüzey kalitesi sağlar. Bazı malzemelerde 0,1 mikrometre (4 mikro inç) Ra veya daha iyisi kadar ince yüzey kaplamaları elde edilebilir.
Shefcut bıçağının yüzü, talaş ve bıçak arasındaki sürtünmeyi azaltmak için son derece parlatılmıştır ve bu da kenar oluşumuna yönelik eğilimi azaltır. Shefcut bıçağının çok keskin bir kenarı vardır ve kesme geometrisi talaş kalınlığını azaltır. Bu bıçak tasarımı avantajları, bıçağa kılavuz pedler tarafından sağlanan sert destekle birlikte, kullanıcının mükemmel yüzey kaplamaları elde etmesini sağlar.
Doğru boyutlandırma ve üstün delik geometrisi
Shefcut aracı, geleneksel oyucular tarafından üretilen delik geometrisinden daha üstün delik geometrisi üretir. Çok katlı oyucular kesme kenarları tarafından yönlendirildikleri için, kaçınılmaz olarak loblu bir delik geometrisi oluştururlar (bkz. Şekil 1). Shefcut tasarımı, kesme bıçağının kılavuz pedler tarafından rijit şekilde desteklenmesi nedeniyle daha iyi delik geometrisi üretir (bkz. Şekil 2).
Düzlük ve yuvarlaklık dahil delik toleransları, makul özen gösterilmesi koşuluyla, tipik atölye ekipmanında Shefcut araçları kullanılarak genellikle 5 mikron (.0002 inç) dahilinde tutulabilir.
Doğru ve tutarlı performans
Takım tezgahı iş mili hızlarındaki ve doğruluğundaki gelişmeler, iyileştirilmiş takım malzemeleri (PCD gibi) ve daha doğru takım-iş mili bağlantıları ile birlikte üretim süreçlerinde devrim yaratmıştır. Günümüzün daha yüksek performanslı takım tezgahları, daha yüksek performanslı takımlar gerektirir. Shefcut, yüksek hızlı, son derece hassas makinelerden maksimum verimlilik sağlar. Aletler, gerekli boyuta ulaşmak için önceden ayarlanabilir ve parçadan parçaya minimum varyasyonla bitirilebilir.
İnce Yüzey İşlemi. Sapma Yok.
Tutarlı performansla doğru boyutlandırma ve üstün delik geometrisi.



Videolar:
Videoların Tamamı İçin Youtube Kanalımızı Ziyaret Edin ![]()
Shefcut Raybalar ve İnce delik işleme takımları
Shefcut Raybalama ve şişe sıkıcı

Shefcut World Reamer
Shefcut World Reamer programı, hassas raybalama uygulamaları için uygun standart bir tasarıma sahip aletler içerir.
World Reamer, maksimum takım performansı için mümkün olan en yüksek miktarda talaş açıklığı sunan sert bir bıçak bağlama sistemine sahiptir.
Aletler, hem metrik hem de inç olmak üzere popüler delik boyutları için mevcuttur. Geçiş delikli veya kör delikli içten kesme sıvısı veya harici taşma soğutma sıvısı ile iki uzunlukta sunulurlar. Demirli malzeme uygulamaları için sermet pedli aletler istek üzerine mevcuttur.
World Raybalar hızlı teslimat esasına göre mevcuttur. Boşluklar stoklanır ve takımlar, belirli bir kesim çapına uyacak şekilde üretilir.
Shefcut tasarım konsepti, uygulamanıza uyması için çok çeşitli standart ve özel takım konfigürasyonlarına uyarlanabilir.
İşletim Gereksinimleri
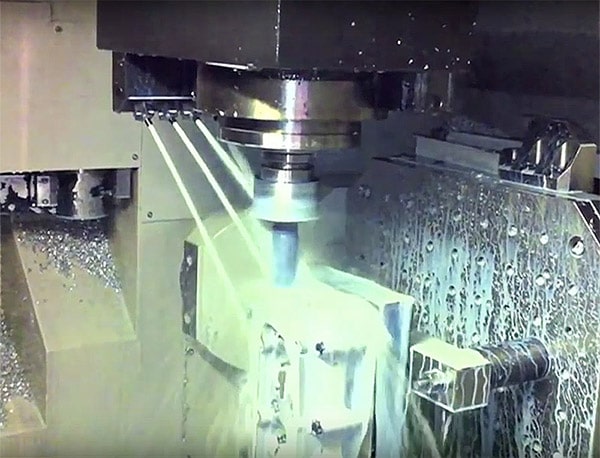
Shefcut Tools için içten kesme sıvısı seçenekleri.
Soğutucu kullanımı ve seçimi, Shefcut takımının performansını en üst düzeye çıkarmak için kritik öneme sahip bir faktördür. Genel bir kural olarak, Shefcut araçları kuru çalıştırılmamalıdır . Talaşların (talaş) yağlanması ve temizlenmesi için bıçak boyunca bir temiz soğutma sıvısı akışı yönlendirilmelidir. (NOT: Özel Shefcut kuru kesme aletleri ve sprey sis uygulamalarına yönelik aletler sipariş üzerine tasarlanmış ve üretilmiştir. Uygulamanızı görüşmek için Cogsdill ile iletişime geçin.)
Özellikle demir içermeyen malzemeleri işlerken iyi yağlama özelliğine sahip bir kesme sıvısı kullanmanızı şiddetle tavsiye ederiz. Malzeme türünüze uygun soğutucuyu seçme konusunda rehberlik için bu sayfadaki Soğutucu Seçimi ve Soğutucu Akış Hızı çizelgelerine bakın. Hem içten hem de kör delik uygulamaları için içten kesme sıvısı mevcuttur.
Aşağıdaki koşulların mevcut olduğu durumlarda içten kesme sıvısı önerilir:
- Delik derinliğinin çapın iki katından fazla olduğu kör delikleri işlerken.
- Kılavuz burçların veya fikstürlerin kullanıldığı yerlerde veya talaş açıklığı sorunlarının meydana gelmesinin muhtemel olduğu uygulamalarda.
- Yüksek kesme hızlarında işlerken.
- Uzun delikleri işlerken.
Deliğin içinden
İçten
soğutmalı delikli takımlar için, kesme sıvısı aletin ortasından akar ve bıçak ve pedlerin
üzerinden çıkar, talaşları aletin önündeki delikten dışarı atar.
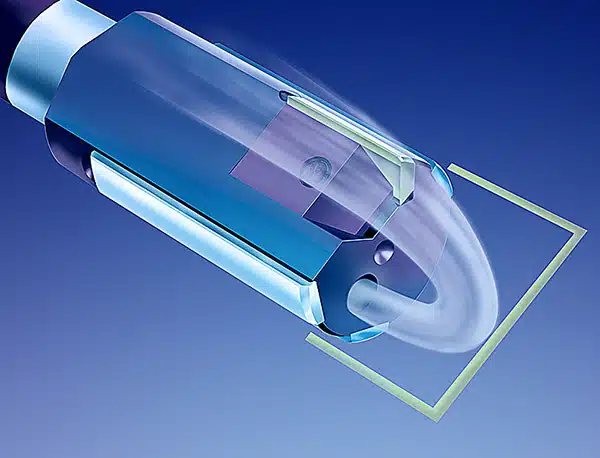
Kör-Çap
İçten soğutmalı
kör delikli takımlar için soğutma sıvısı kesme kafasının ucundan çıkarak talaşları kör
deliğin girişinden geriye ve dışarıya atar.
| SOĞUTUCU SEÇİMİ | |
| MALZEME TÜRÜ | SOĞUTMA SUYU ÖNERİSİ |
| Çelik | Çözünme 12% |
| Nikel krom çelik | Çözünme 12% |
| Paslanmaz çelik | Çözünme 12-14% |
| Dökme demir | Çözünme/Sentetik |
| Alüminyum | Çözünme 12-14% |
| Çinko alaşımları | Çözünme 12% |
| Bakır | Çözünme 10-12% |
| Pirinç | Çözünme 10-12% |
| İÇ SOĞUTUCU AKIŞ HIZI | |||||
| RAY ÇAPI | BASINÇ | SEVİYE | |||
| mm | in. | bar | psi | litre/dakika | gal/min |
| 6-20 | .236-.787 | 6-20 | 87-290 | 6-20 | 1.5-5.3 |
| >20 | >.787 | 3-10 | 44-125 | 20-100 | 5.3-26.4 |
İşleme payı
Delik boyutu ve raybalamadan önceki yüzey, oyucunun önceden işlenmiş delikten tüm takım işaretlerini kaldırması için yeterli kesme derinliğine izin vermelidir.
NOT: Paslanmaz çelik işlenirken çap için maksimum 0,15 mm (.006 inç) tolerans önerilir.
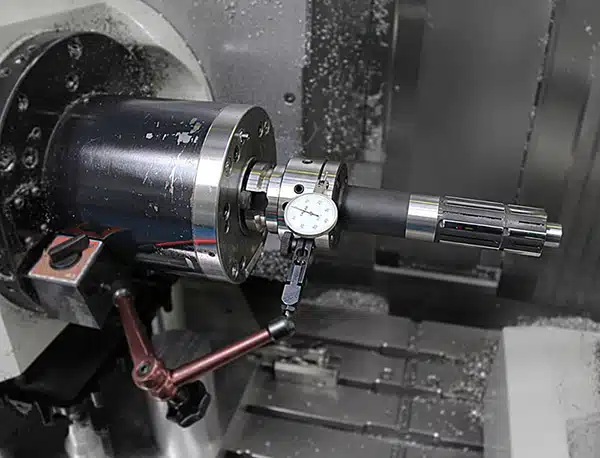
Hizalanma
Shefcut raybalama veya delme, makine iş milinin iş parçasına doğru hizalanmasını gerektirir. Yanlış hizalama, takım performansını ve delik kalitesini düşürür ve bıçak hasarına neden olabilir.
Shefcut raybalama uygulamalarında, yüzer tutucu yanlış hizalama sorunlarını düzeltebilir. Hassas delme işlemleri yapılır.
Güç beslemesi
Shefcut aletinde tutarlı kesme basıncı için güç beslemesi çok önemlidir. Aletin elle beslenmesi, düşük alet performansına ve olası alet hasarına neden olabilir.
Torna uygulamaları
Torna üzerinde bir Shefcut raybası kullanırken veya iş parçası dönerken aletin yatay konumda sabit tutulduğu herhangi bir uygulamada bıçağı "yukarı" konuma getirin. Yüzer bir tutucunun kullanılması, taret indeksleme hatalarını düzeltir.